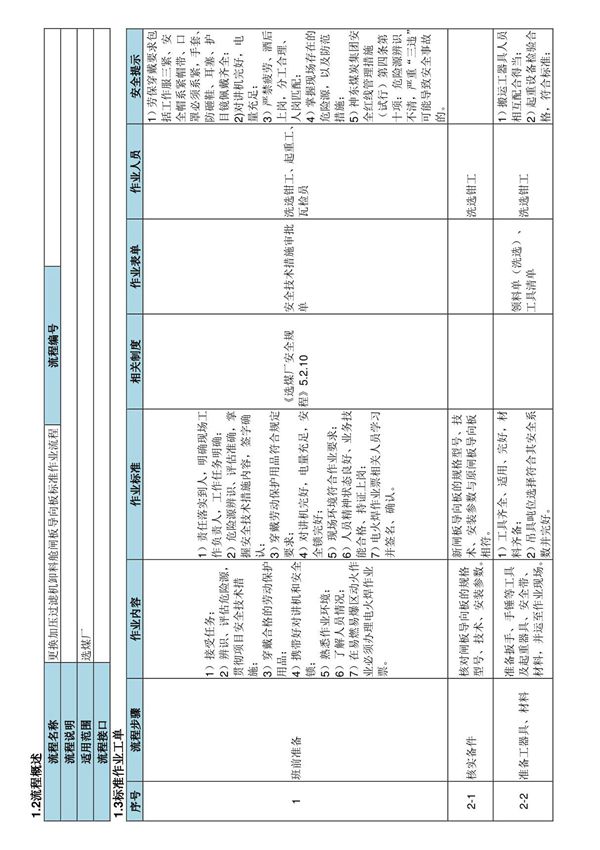
更换加压过滤机卸料舱闸板导向板标准作业流程1.作业前准备-确认设备停机并切断电源,悬挂“禁止操作”警示牌。-检查备件质量,确保导向板尺寸、材质符合技术要求。-准备工具(扳手、吊装设备、测量仪器等)及防护用品(手套、护目镜等)。2.拆卸旧导向板-卸下固定螺栓,记录螺栓位置及数量。-使用专用工具平稳拆除旧导向板,避免损伤密封面。-检查闸板轨道磨损情况,必要时同步修复。3.安装新导向板-清洁安装面,确保无残留物。-按技术标准调整导向板水平度与间隙(通常≤0.5mm)。-对称紧固螺栓,分阶段预紧至规定扭矩。4.调试与验收-手动测试闸板开闭顺畅性,无卡阻。-空载试运行后加压测试密封性能,泄漏量≤5L/min。-填写检修记录,包括更换时间、操作人员及验收结果。5.安全注意事项-严禁带电作业,需专人监护。-吊装时确保导向板重心平稳,防止坠落。-发现密封面变形或螺栓滑丝必须立即更换。(新增内容)6.质量与存档要求-更换后保留旧导向板24小时备查,确认运行无异常后方可报废。-作业过程需拍摄关键步骤照片(如旧件状态、安装间隙测量等),连同检修记录一并存档,保存期限不少于2年。-每季度统计导向板更换频次,分析异常磨损原因并纳入设备改进报告。