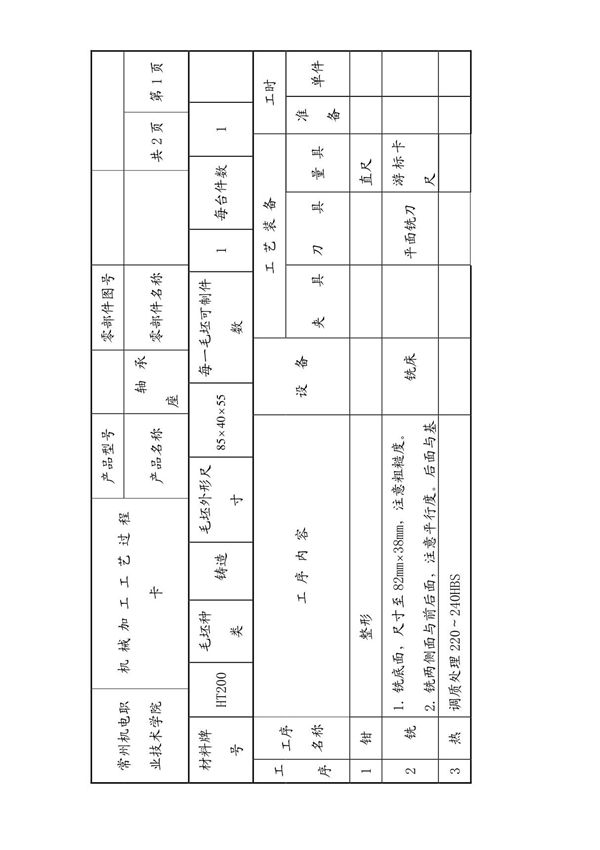
轴承座工艺过程卡片与工序卡中增加以下描述:在轴承座的加工过程中,需特别注意各工序的基准选择与定位方式,确保加工精度符合图纸要求。粗加工阶段以毛坯面为基准去除余量,半精加工与精加工阶段则需转换至已加工表面作为基准,以减少累积误差。关键工序如轴承孔加工、端面车削及安装孔钻削需严格把控尺寸公差与形位公差,并在工序卡中明确标注检测方法与频次。对于特殊要求(如热处理、表面处理等),应在工艺过程卡片中单独列出并注明工艺参数及检验标准。
轴承座工艺过程卡片与工序卡中增加以下描述:在轴承座的加工过程中,需特别注意各工序的基准选择与定位方式,确保加工精度符合图纸要求。粗加工阶段以毛坯面为基准去除余量,半精加工与精加工阶段则需转换至已加工表面作为基准,以减少累积误差。关键工序如轴承孔加工、端面车削及安装孔钻削需严格把控尺寸公差与形位公差,并在工序卡中明确标注检测方法与频次。对于特殊要求(如热处理、表面处理等),应在工艺过程卡片中单独列出并注明工艺参数及检验标准。